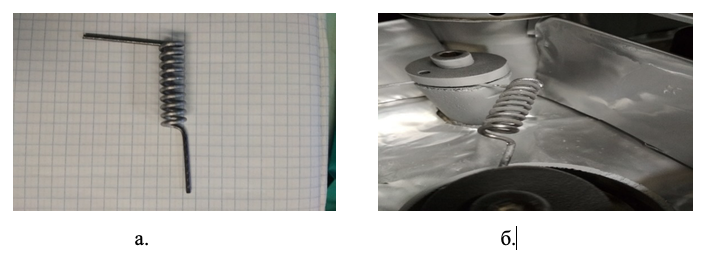
Для решения вышеперечисленных проблем предпринята разработка технологии напыления алюминиевых покрытий магнетронным способом. В процессе работы проведена модернизация технологической установки, вакуумная система откачки напылительной камеры заменена на безмасляную. Установлены магнетроны, рис. 3 а., способные работать как в ВЧ режиме (RF), так и в режиме постоянного тока (DC). В процессе работы опробованы алюминиевые мишени 2-х типов: чистый алюминий степени чистоты 6N и алюминий чистоты 5N8 с примесью 1%Si.
Магнетронный способ напыления предоставляет более широкий спектр возможностей управления технологическим процессом.
- Дополнительная очистка поверхности подложек в плазме разряда. Испарение алюминия с поверхности мишени более мелкими фракциями, нежели при резистивном испарении. Меньшая скорость осаждения металла положительно влияет на адгезию алюминия. Возможно использовать более низкие температуры нагрева подложек при предварительном обезгаживании и в процессе напыления алюминия на подложки, снижается термическое воздействие на обрабатываемые МДП структуры.
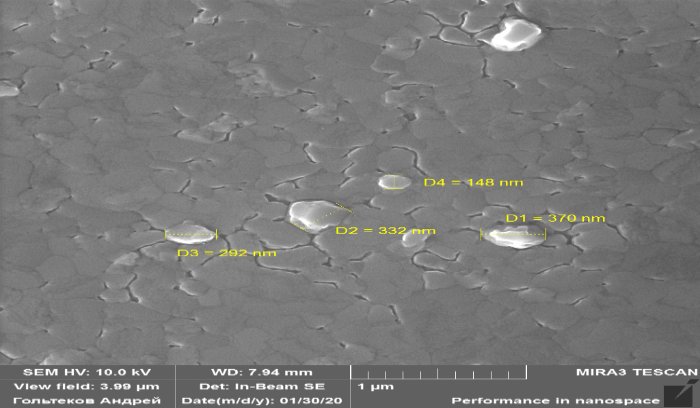
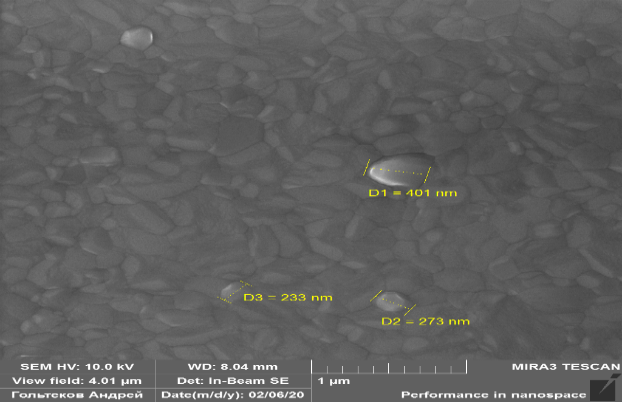
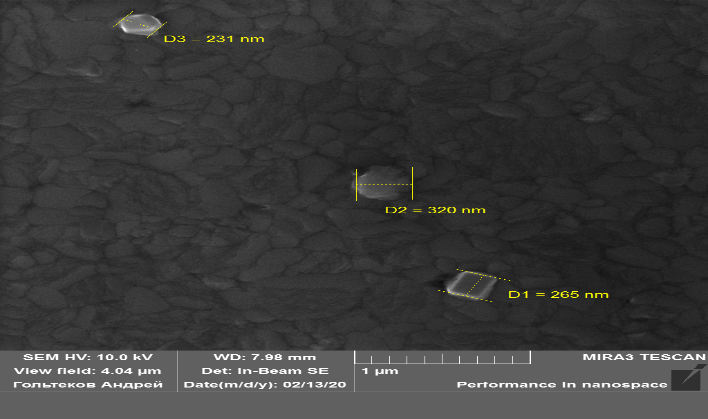
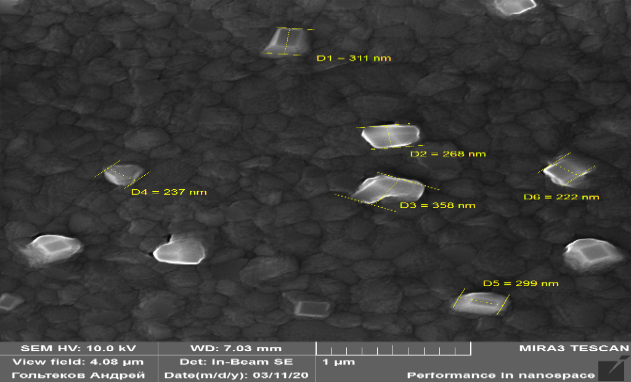
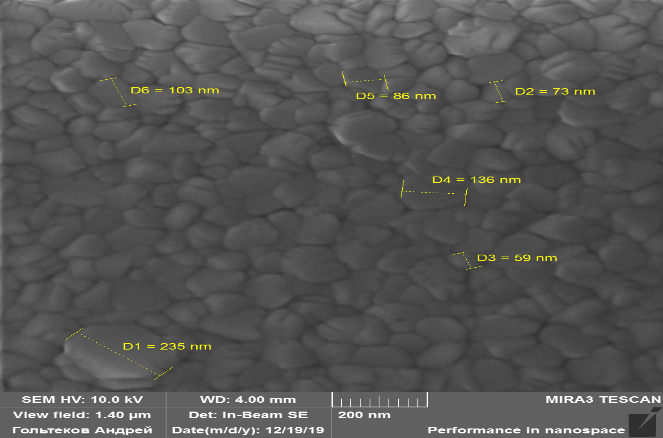
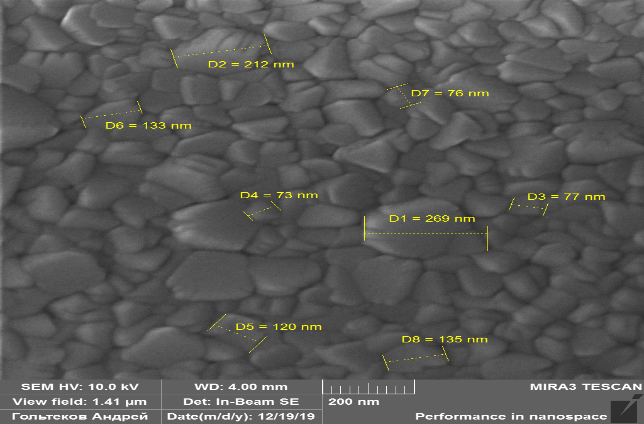
- Работа в относительно широком диапазоне рабочих давлений плазмообразующего газа, в совокупности с возможностью изменения мощности разряда в пределах 20-30% позволяет отработать стабильный, хорошо контролируемый технологический процесс, обеспечивающий управление зернистостью пленки алюминия и скоростью роста пленки.
- Магнетронный способ распыления рабочего материала мишени позволяет работать с алюминиевыми мишенями с добавлением различных материалов, в частности кремния, что позволяет исключить растворение кремния в слое пленки алюминия в области контактов, и как следствие, снизить образование «ямок травления».
- Возможность остановить и продолжить процесс напыления на любом этапе, использование «сухой» откачки, проведение непрерывного процесса напыления (без необходимости переключения между спиралями) позволяет исключить образование прочной, хотя и тонкой пленки Al2O3 между слоями алюминия.
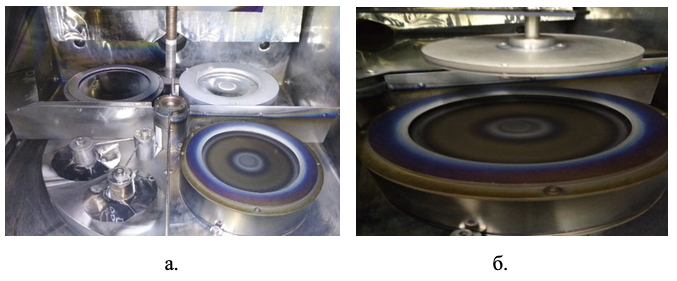
- Использование планарного механизма вращения подложек, рис. 3б, вместо планетарного, показанного на рис. 1б, изменение расстояния от подложки до мишени в широких пределах (до 30 см), позволило добиться равномерности толщины пленки по диаметру подложки в пределах 3-4%. Время напыления пленки толщиной 0,5 мкм не превышает 35 минут.
- Изготовление мишеней требуемой конфигурации, степени чистоты металла и с необходимыми примесями, не представляет технической сложности.
- Замена мишеней производится только после полной выработки предыдущей мишени. Для контроля качества мишени достаточно произвести измерение вольт-фарадных характеристик тестовых МОП-структур с напыленными алюминиевыми электродами.
- Конструкция магнетронов позволяет работать при давлении в камере порядка (2÷6)·10-3 мбар (0.2÷0.6 Па).
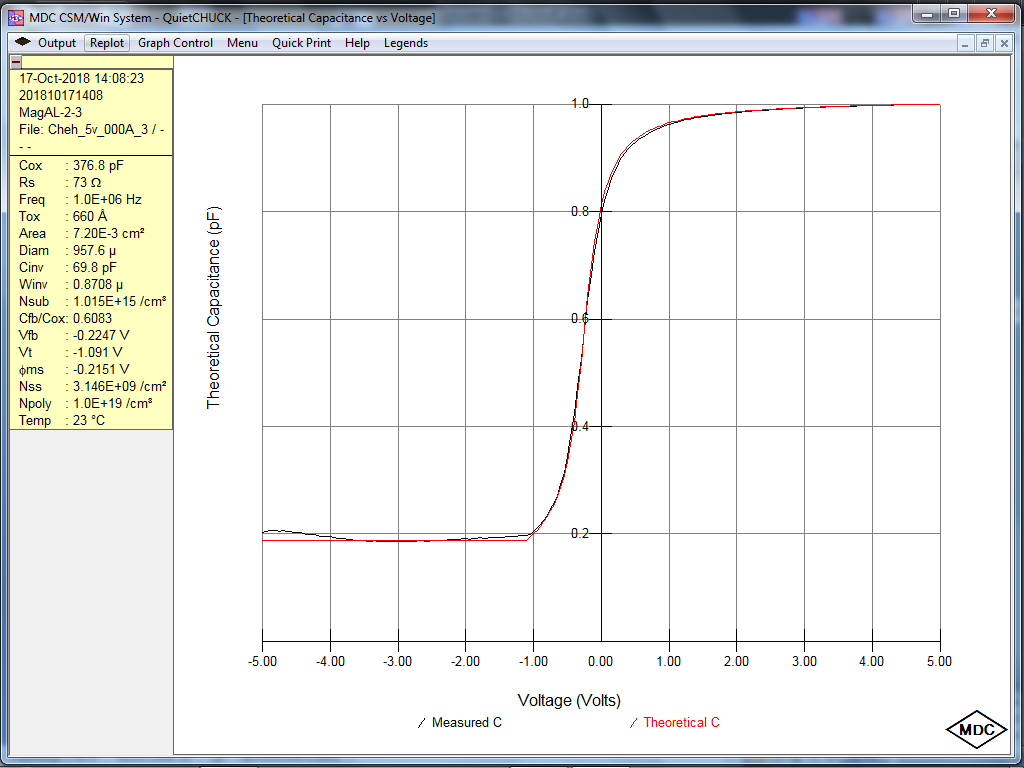
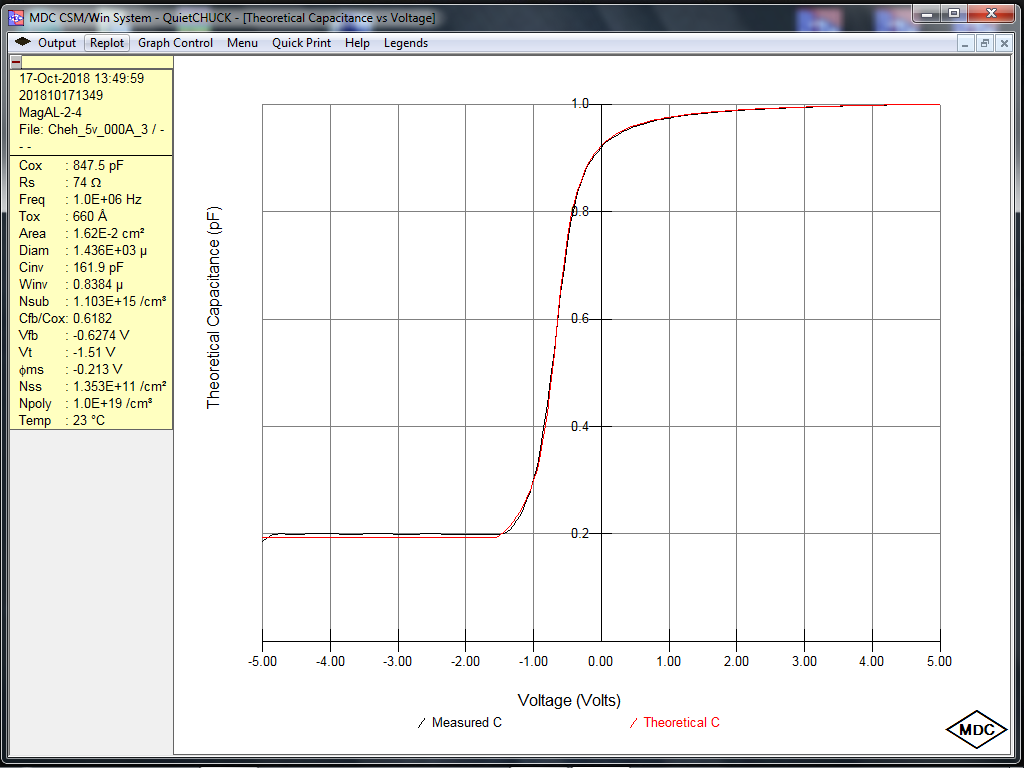
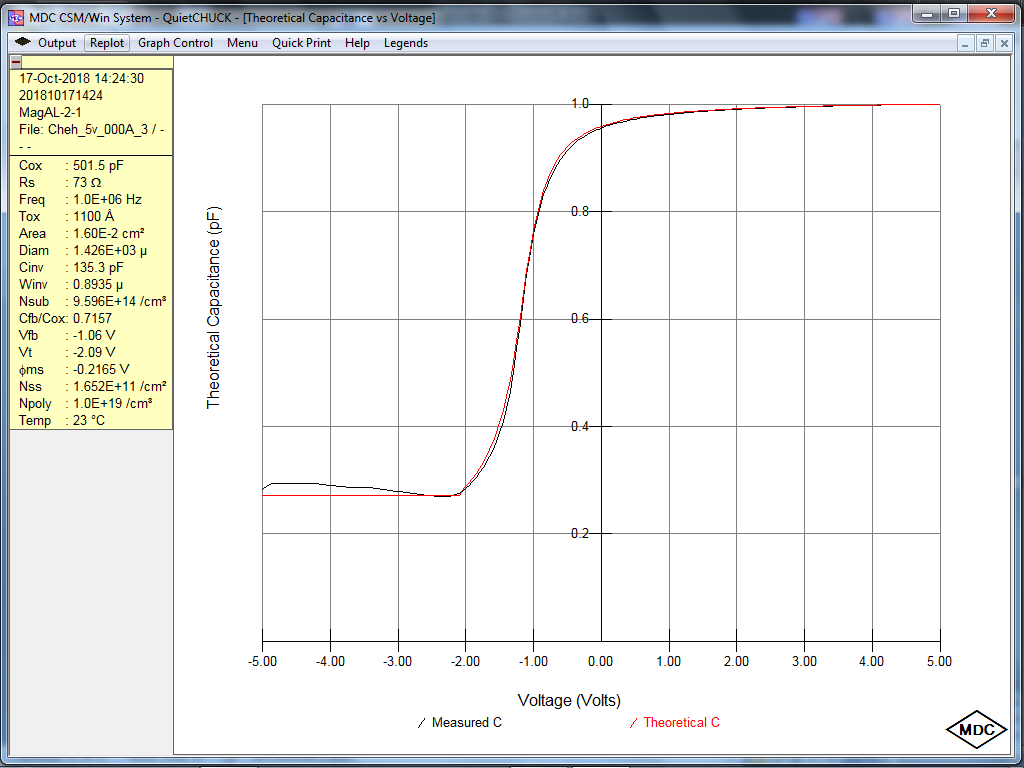
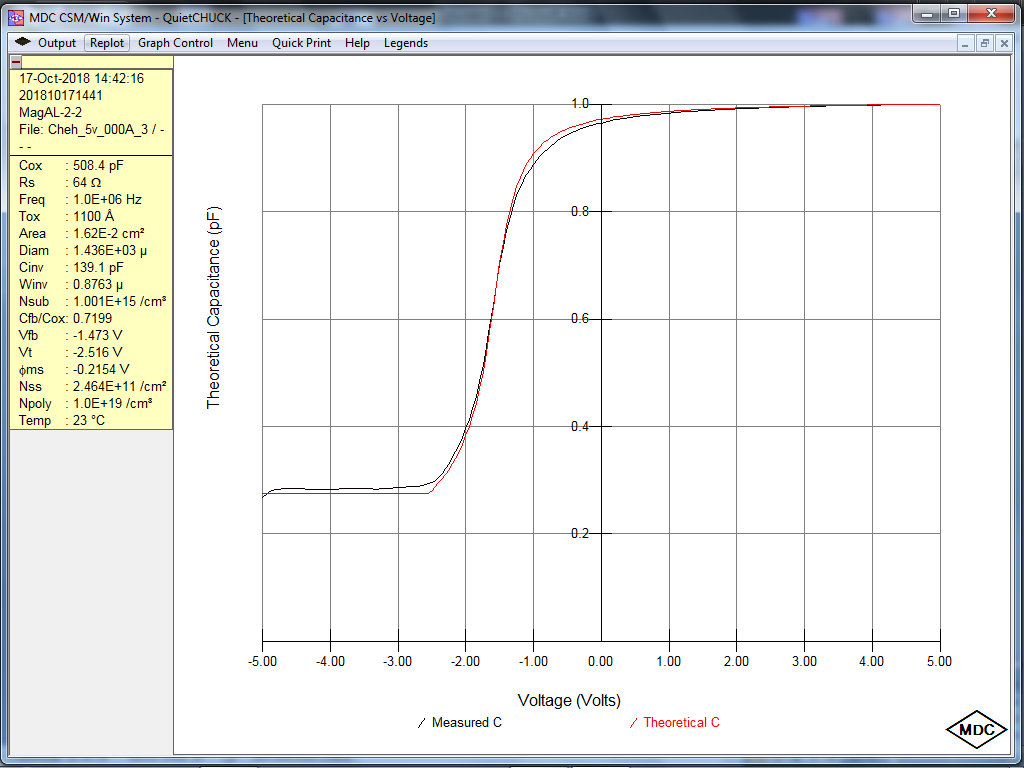
Одним из основных требований при разработке процесса было получение электрофизических характеристик МДП-структур не хуже, чем получаются при «резистивном» способе испарения. Качество структур оценивалось по C-V характеристикам МДП-структур.
Из рис. 4 видно, что вольт-фарадные характеристики покрытий, полученных магнетронным способом, практически не отличаются от характеристик покрытий, полученных резистивным способом. Небольшой сдвиг C-V характеристики в сторону положительных напряжений для «магнетронной» структуры, свидетельствует о меньшей величине встроенного заряда, что может объясняться, в частности, отсутствием примесей щелочных металлов, наличествующих в вольфраме, из которого изготавливаются спирали. Анализ электрофизических параметров полученных покрытий в сравнении с резистивными пленками алюминия проводился по нескольким параметрам, в том числе и по времени жизни неосновных носителей, однако ограниченный объем настоящего доклада не позволяет привести все полученные данные.
Одним из требований, предъявляемых к пленкам алюминия является минимальная взаимная диффузия на границе раздела Al–Si. Растворимость Si в Al по массе достаточно велика: 0,25% при Т= 400K и 0,8% при 500K. В этом диапазоне температур коэффициент диффузии Si в тонкие пленки Al примерно в 40 раз выше, чем в объемный Al, что объясняется тем, что диффузия Si в тонких пленках Al идет главным образом вдоль границ зерен.
За счет растворения Si в Al в приповерхностной области кремния в контактных окнах возникают микропустоты, заполняемые за счет встречной диффузии атомов алюминия, причем возможно проникновение при термообработке Al внутрь контактных окон на глубину более 1 мкм. Если на участках контакта есть диффузионный переход с глубиной менее 1 мкм, может произойти замыкание перехода. Для исключения такого типа отказов переходов в Al добавляют в небольшой концентрации (обычно 0.5–1%) Si [2].