- Докладчик: Рубцова О.М.
- Тема: Усовершенствование и разработка новых перспективных технологических процессов.
- Организация: АО «ЦНИИ «Электрон»
Введение.
Постоянно растущие потребности разных промышленных отраслей и не только, вызывают необходимость в расширении ассортимента электровакуумных и полупроводниковых приборов, улучшения их электрических, светотехнических параметров и эксплуатационных характеристик. Это требует усовершенствования и разработки новых перспективных технологических процессов, материалов и оборудования.
При производстве электровакуумных приборов очень широко используются спаи металла со стеклом. Существует несколько видов спаев. В бусинковых (стержневых) спаях (Рис.1-а), металлический ввод применяется в виде стержня, который обеспечивает электрический контакт с электродами прибора и с элементами электрической схемы. В окошечных (внутренних) спаях (Рис.1-б), металл имеет вид окошечка. В трубчатых (рантовых) спаях (Рис.1-в), металлическая трубка припаивается к стеклянной трубке в торец. И дисковые спаи (Рис.1-г), представляют собой металлическую перегородку в стеклянной трубке.

Несмотря на столь широкое распространение спаев металла со стеклом, в производстве еще недостаточно изучено поведение металла и стекла под влиянием различных факторов. В настоящее время, зачастую, разрабатываются приборы на основании уже существующих. Разработчики отталкиваются от уже существующих узлов. Увеличивают или уменьшают их в размерах, что влечет за собой и изменение технологии изготовления.
В АО «ЦНИИ «Электрон» на производстве изготавливаются все виды спаев металла со стеклом в различных приборах. И в уже отработанной технологии изготовления спаев иногда возникают вопросы, требующие доработки или изменение уже существующей технологии производства.
Ⅰ. Окошечный (внутренний) спай во входных окнах приборов.
Так, например, при производстве корпуса для прибора ФППЗ 4096М было взято за основу входное окно для прибора Лидер (Рис.2). Однако, новое входное окно гораздо больше по размеру и его изготовление требует другой технологии, нежели у нас на производстве. Перед нами встала задача: доработать технологию, чтобы изготовить входные окна больших размеров с вакуумплотным спаем, путем спекания в электрической печи (Рис.3).


Для начала нужно было изготовить металлические кольца больших размеров. На поверхности металла, предназначенной под спай со стеклом, необходимо создать определенную шероховатость (Ra=1,25÷3,25). Эта шероховатость достигается методом размерно-электрохимической обработкой (РЭХО). Но из-за отсутствия необходимых оправок решили испробовать метод создания шероховатости на металле на электроискровом станке. Необходимая шероховатость была достигнута (Ra=1,45÷2,25), однако при такой обработке на поверхности кольца, идущей под спай со стеклом, остается небольшая риска, где шероховатость значительно меньше (Ra=0,8÷1,1) и следы проточки кольца. Дальше, по технологии, кольца необходимо отжигать во влажном водороде, для создания на поверхности кольца необходимой окисной пленки. Но на нашем предприятии нет печи отжига во влажном водороде таких размеров. Было принято решение отжигать кольца на предприятии «Светлана», что вызвало трудности не только со временем, это увеличило срок изготовления колец, но и при транспортировке кольца насыщались влагой из окружающей среды, что в дальнейшем проявлялось в виде пузырей в спае после спекания (металл начинал газить) и образовании рыжих пятен на поверхности металла в спае. Но проблему удалось решить при помощи изготовления тары с изолированным внутри силикагелем, который впитывал всю влагу и на поверхности колец оставалась окисная пленка без изменения физических и химических свойств.
Далее эти кольца подвергаются спеканию со стеклом. Раньше технология изготовления таких входных окон предполагала спекание через эмаль. Кольца покрывались эмалью, затем отправлялись на спекание. Сейчас нет возможности изготовления таких эмалей из-за отсутствия некоторых компонентов на рынке. Другая технология изготовления таких входных окон производилась через кольца немного другой конфигурации на высокочастотной установке, где стекло лежало на плече кольца. Такой способ также не подходил нам, из-за отсутствия технических оборудования и других требований к конфигурации кольца заказчиком. Так мы пришли к необходимости использовать технологию, которая есть на данный момент с доработкой под конкретную задачу. По режиму для спекания металлостеклянных входных окон (при Т=8400С, с выдержкой 30 мин.). Такой режим не подошел нам. Мы подбирали режим спекания, в процессе окисляя кольца, остановились на Т=8600С с выдержкой 40 мин. Таким образом мы изготовили входные окна, но при дальнейших испытаниях данные входные окна не выдержали механической нагрузки. Решено было вернуться к обработке метала методом РЭХО. Были спроектированы и изготовлены оправки необходимых размеров. Провели кольца по всему технологическому циклу. В результате чего, после спекания, мы получили входные окна, удовлетворяющие требованиям заказчика, по вакуумной плотности, прошедших необходимое число термоциклов и прошедших проверку на механическую прочность.
Но дальше требовалась обработка поверхности стекла на данном входном окне, к которому предъявляются жесткие требования, такие же, как и к входным окнам значительно меньших размеров. Что повлекло за собой адаптацию технологии шлифовки и полировки под данный размер входных окон. Для установления необходимых и допустимых дефектов был проведен ряд исследований, таких как ориентация кристалла в приборе относительно рабочей зоны, создание имитации корпуса, для выявления влияния пузырей на спай в процессе эксплуатации, что позволило согласовать с заказчиком необходимые и допустимые требования к входным окнам.
Однако, даже в процессе производства уже существующих приборов, по отработанной технологии, могут возникать проблемы в виде различных дефектов. При этом приходиться продолжать изучение поведение различных материалов под влиянием изменения температуры, воздействия механической нагрузки и других факторов. Так, например, ранее нами была проведена большая работа по изучению поведения металлостеклянного спая входных окон при изменении температур от -700С до +600С. Был сделан вывод, что входные окна с наименьшим диаметром выдерживают больше термоциклов, нежели входные окна с большим диаметром.
Так был разработан процесс изготовления входных окон больших диаметров (до 100мм.), что увеличило возможность создания корпусов для новых приборов с большей матрицей.
В итоге:
- Была доработана технология производства изготовления колец размером до 100мм. (внесены изменения в процесс спекания и шлифовки входных окон);
- Были даны рекомендации заказчику по количеству выдерживаемых термоциклов на входные окна больших размеров;
- Сделано подтвержденное заключение заказчику: дефекты, в виде пузырей, образующиеся в спае при спекании не более 1,5мм. не приводят к разрушению на термоциклах.
Ⅱ. Поведение металла и стекла в бусинковых спаях.
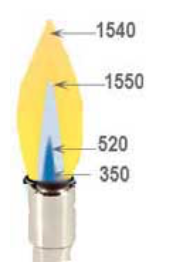
Т.к. периодически возникают дефекты в сборках со штампованной ножкой в виде треска, необходимо стало более глубокое изучение такого вида спаев. За основу рассмотрения мы взяли ножку с 6-тью коваровыми выводами, которая изготавливается путем штамповки (Рис.4). В процессе изготовления стекло плавиться в пламени горелки, затем штампуется на прессформе с коваровыми выводами. В данном процессе сложнее поддерживать одинаковую температуру, нежели при спекании входных окон. Т.к. погрешность температуры в печке составляет всего ±50С. А в пламени горелки мы температуру можем определять только на глаз, по цвету стекла и по его физическом состоянию, зная, что в различных частях пламени различные температуры и свойства (Рис.5). Но, стекло и металл могут перегреваться, происходят различные изменения в свойствах металла. Для подтверждения того, что процесс производиться правильно, совместно с отделом 82 и 65, мы провели термоциклирование на ножки 6-ти вводные и 9-ти вводные (Рис.6). После проведения опыта целостность спая сохранилась.


Но существует проблема: в сборке приемных трубок в процессе производства в спае вывода со стеклом образуются трещины. По характеру трещин сразу можно сказать из-за какого воздействия, механического, температурного или какого другого, произошел данный дефект.
На одном из приборов был обнаружен дефект в виде трещины. Был проведен анализ брака, в ходе чего выяснилось, что трещина появилась от механического воздействия. На каждое воздействие заложен определенный допуск. На механическое воздействие, на каждый прибор, заложена определенная нагрузка, измеряемая по методике, указанной в технической документации, конечно, когда данная нагрузка превышается, то по вводу идет треск.
Провели исследование: при последовательном увеличении нагрузки через каждые 0,05кг. до достижения разрушающей нагрузки, подвешивали груз. При 0,850кг. появилась микротрещина, видимая только при 12-кратном увеличении. И при нагрузке 2кг. трещина увеличилась до размера трещины, как на исследуемом образце.
Но, в процессе производства недостаточно знать с каким давлением произошел дефект, для устранения причины возникновения треска необходимо знать ту самую причину. Для этого проводятся работы по их выявлению.
Данный спай сам по себе не большой и превышенное давление на него может быть разрушительным. В процессе сборки к каждому вводу приваривают траверсы, на которые сажают монтаж, при этом в спае образуются напряжения, после этого данная сборка подвергается сварке с металлостеклянным фланцем в пламени горелки, где ножка находится под большими температурами, и если напряжения вызванные посадкой монтажа будут превышать допустимые значения, то после такого воздействия на вывода спай потрещит. Так возникла проблема треска в спае после приварки фланца к ножке с монтажом. После анализа брака, выяснилось, что из-за жесткости монтажа при сварке образовывались напряжения, в результате чего спай трещал. Была пересмотрена оправка для приварки фланца, доработана конструкторским отделом, в результате чего стала меньше нагрузка на вывод и данные трески исчезли.
А также штамповка ножки является очень сложным процессом в плане поддержания постоянной температуры, при остывании ножки вывода может немного сводить, что при дальнейшей посадке монтажа вызовет некоторые трудности, что приведет к возникновению напряжений в спае, превышающих норму, а как результат и к треску спая. В данный момент ведется разработка необходимой оснастки и технологии охлаждения ножки после штамповки, чтобы избежать свода выводов.
В итоге:
- Было доказано и обосновано заказчику, что дефект, возникший в приборе, является не производственным браком;
- Доработана и усовершенствована оправка для приварки фланца к ножке, что позволило устранить причину появления определённых тресков в ножке;
- Введены регламенты на использование расходных технологических оснасток;
- Продолжается разработка оснастки для улучшения качества выпускаемых ножек.
Ⅲ. Разработка технологии изготовления приборов из металлостеклянного корпуса с лейкосапфировыми входными окнами.
В настоящее время возникла необходимость разработки технологии изготовления приборов из металлостеклянного корпуса с лейкосапфировыми входными окнами. Технология изготовления окошечных спаев этих материалов со стеклом или металлом еще относительно молода и поэтому в литературе почти не освещена.
Лейкосапфир для нас совершенно новый материал, изучение которого ставит перед нами интересные ограничения, которые мы стараемся преодолеть. Так, например, мы работаем в основном со стеклом С52-1, но к данному стеклу невозможно приварить напрямую лейкосапфир из-за разности коэффициентов линейного расширения, это ведет к растрескиванию спая. Для этого необходимо создавать переходные стекла, чтобы добиться оптимальных показателей коэффициентов. В зарубежной литературе имеется несколько статей, в которых рассматриваются методы получения спая стекла с сапфиром с использованием переходных стекол. Изготовления такого спая для нас совершенно новый метод, так как он производиться путем высокочастотной сварки через нитроклетчатку с использованием графитовых нагревателей, а не так как у нас на высокочастотной заварке все сваривается через металлическое кольцо.
В итоге: на данный момент ведется работа по подбору материалов и разработка технологии по приварке лейкосапфировых входных окон со стеклом.
Выводы.
- Доработана и усовершенствована технология производства входных окон размером до 100мм.;
- Доработана технология по изготовлению сборок со штампованными ножками, что позволило существенно увеличить качество и процент выхода годных изделий;
- Ведется работа по подбору материалов и разработка технологии по приварке лейкосапфировых входных окон со стеклом.
Таким образом, работая на производстве, мы постоянно контролируем технологии изготовления, боремся с периодически возникающими дефектами. А также, путем анализов, исследований, постоянно усовершенствуем технологии, разрабатываем и внедряем совершенно новые материалы.
Ключник Анна Семеновна
АО «ЦНИИ «Электрон»
Вопрос:
- Проводились ли исследования, что именно качество окисной пленки повлияло на спай, а не качество плохо обезгаженного металла? На каком количестве деталей был сделан выше изложенный вывод и есть ли статистические данные по исследованию? Окисная пленка не может разрушаться на поверхности, на которой был произведен водородный отжиг, от воздействия влаги из окружающей среды.
- Проводились ли исследования в каком месте образовывались пузыри в спае? Совпадает ли их наличие в месте, где шероховатость была значительно меньше (Ra=0,8÷1,1)? Указанную шероховатость можно получить путем травления. Ранее в АО «ЦНИИ «Электрон» проводились исследования на кольцах прибора Лидер. Было установлено, что данной шероховатости (Ra=0,8÷1,1) недостаточно для качественного бездефектного (без пузырей) спая. Именно поэтому в свое время и была разработана операция РЭХО для получения входных окон. Изготовление новой оснастки для РЭХО под больший диаметр колец достаточно прост. При РЭХО используют отработанную технологию, которая обеспечивает высокий стабильный процент выхода годных изделий. При предложенной технологии какой прогнозируется процент выхода годных изделий и по каким параметрам она может конкурировать с существующей?
Рубцова О.М.
Ответ:
- Да, ещё ранее на кольцах меньших диаметров проводились исследования влияния окисной пленки на качество спая. Путём изменения режима отжига колец на поверхности кольца образовывается плёнка различной толщины. И чем она толще, тем больше пузырей в спае, и чем она меньше, тем больше отлипание в спае. Таким образом был выработан режим отжига колец пред спеканием. Однако для колец большего диаметра мы повторили данное исследование. И если кольцо после отжига оставить на воздухе, то влага из окружающей среды в любом случае проникает в металл, т.к. поверхность шероховатая, эта влага не разрушает пленку, а влияет на пузыри в спае. Т.к. при спекании эта влага выделяется из металла.
- Мы исследовали поверхность спая во входных окнах при каждом исследовании. И при производстве данных входных окон, изначально, у нас была небольшая проблема с производством оснастки для обработки колец методом РЭХО. Что бы не терять время, т.к. сроки были даны сжатые, мы повторили сначала метод травлениях поверхности колец, предназначенную под спекание, шероховатость получилась меньше необходимой, и естественно механическую прочность такие входные окна не прошли. Затем мы решили испробовать для нас новый метод обработки поверхности металла, предназначенной под спай со стеклом, на электроискровом станке. И как описалось в докладе, нам этот метод тоже не подошёл. Для нас отрицательный результат, стал тоже результатом. И когда у нас появилась возможность изготовить оправки под РЭХО, то в процессе данной обработки мы подобрали режим, что бы создать необходимую шероховатость.
Романенко Лада Юрьевна
Вопрос:
Лейкосапфиры широко применяются не только в России, но и за границей ещё с середины прошлого века. В чем уникальность ваших будущих разработок на основе этого материала?
Рубцова О.М.
Ответ:
Действительно, лейкосапфиры широко применяются не только в России, но и за рубежом. Мы стараемся разработать процессы соединения лейкосапфира со стеклом и с металлом, основываясь на патентах уже существующих, используя материалы, которые используем мы. При этом мы стараемся адаптировать производство под нас, т.к. из-за постоянных санкций и ограничений зачастую мы не имеем возможности использовать зарубежные материалы. Об уникальности можно будет сказать после завершения наших работ.
Петров Александр Сергеевич
АО «ЦНИИ «Электрон»
Вопрос:
При формулировании цели работы указывалось, что «еще недостаточно изучено поведение металла и стекла под влиянием различных факторов». Не вполне понятно влияние каких факторов на какие характеристики стекла и металла надо изучать. Указывается, что при нагрузке на ножку более 2 кг происходит растрескивание. Есть ли необходимость вешать на ножку груз в 2 кг? Также не понятно, что понимается под «адаптацией технологии шлифовки под данный размер окон».
Рубцова О.М.
Ответ:
На данный момент действительно ещё недостаточно изучено поведение металла и стёкла под влиянием различных факторов. Так, например, мы проводили исследования изменения температурного коэффициента линейного расширения (ТКЛР) при минусовых температурах. Данное исследование ранее не проводилось, и только совсем недавно нам удалось проверить как ведёт себя металл и стекло при данных изменениях. Сейчас стоит для нас важный вопрос о стабилизации данного показателя ТКЛР при минусовых температурах, т.к. мы выяснили, что идёт скачок показателей, что может приводить к растрескивается спай.
Про нагрузку на ножку можно сказать следующее. У нас есть определённая нагрузка, которую может выдержать спай. И, когда нам говорят, что спай потрещал из-за низкого качества спая, это можно опровергнуть, проведя некоторые исследования, что мы и сделали, доказав, что данная трещина произошла из-за превышающей нагрузки в размере 2кг.
Про «адаптацию технологии», это имеется ввиду, что у нас существуют технологии на обработку тех или иных деталей. Однако, когда появляются новые детали, отличающиеся, хотя бы размерами, нам необходимо отработать технологию, которая может подойти данным размерам, изменяя время обработки, иногда меняя и материала при обработке. Иногда приходится добавлять промежуточные операции для достижения необходимого качества деталей. Таким образом, даже если уже существует определенная технология изготовления определенных деталей, при изменении конфигурации или размера аналогичных деталей, нам приходится так же адаптировать технологию под новые задачи.
Зубков Василий Иванович
СПбГЭТУ «ЛЭТИ»
Вопрос:
Очень объемная работа с детальным описанием применяемой технологии, ее особенностей. Много внимания уделено совершенствованию имеющейся технологии, а также анализу возникновения возможных дефектов в изделиях и путей их устранения. Трудно согласиться с утверждением, что “Лейкосапфировое входное окно является совершенно новым материалом”. Этот материал давно и успешно применяется в оптоэлектронике в различных вариантах. Что более актуально. В последнее время появляются интересные исследования по использованию подложек монокристаллического синтетического алмаза как в качестве УФ-фотокатода, так и конструктивного материала для гибридных фотоприемников. В связи с этим, какие проблемы могут возникнуть при разработке технологии “приварки” алмаза к стеклу или металлу?
Рубцова О.М.
Ответ:
В докладе говорится, что лейкосапфир для нас совершенно новый материал. Мы с ним ещё не работали. В нашем институте велись разработки по применению лейкосапфиров в приборах, но так и не были доведены до конца. Для нас стоит задача применить лейкосапфир с нашими материалами. А т.к. коэффициенты линейного расширения совершенно разные, то напрямую использовать наше стекло и металл с лейкосапфиром невозможно. В литературе описываются стёкла, которые можно использовать напрямую с лейкосапфиром, однако, в нашей задаче стоит это же стекло соединить и с металлом, а следовательно, у этого стёкла ещё должен совпасть коэффициент не только с лейкосапфиром, но и с металлом. Для этого нам необходимо сделать переходные стёкла. Сложность заключается ещё в том, чтобы найти те стёкла, о которых пишется в литературе, т.к. сейчас осталось не много предприятий, которые изготавливают стёкла. На данный момент работа ещё только ведётся и не окончена. О результатах данной работы можно будет говорить чуть позже.
Устюжанина Надежда Анатольевна
АО «НЭВЗ-Керамикс»
Вопрос:
Исходя из данных доклада, можно сделать вывод о низком качестве (низкая адгезия, наличие пузырей в спае) паянного соединения и как следствие, несовершенстве технологии пайки, в связи с этим есть несколько общих вопросов.
- При переходе на больший диаметр входного окна проводилась ли оценка площади спая в сравнении с текущими изделиями? Так как площадь спая и прочность спая на этой площади это один из важнейших показателей качества спая.
- Обработка металла методом РЭХО проводится после обезгаживающего и водородного обжига? Это напрямую вносит насыщение влагой приповерхностных слоев металла, что в свою очередь приводит к повышенному газообразованию при формировании спая и такому дефекту как «шуба», проводилось ли исследования влияния обработки РЭХО на образование пузырей в спае?
Рубцова О.М.
Ответ:
- Да, мы проводили испытания механической прочности спая. Как показали результаты исследований после спекания стёкла с кольцом, прошедшим обработку РЭХО, спай был механически прочный.
- Данные кольца подвергаются отжигу перед обработкой РЭХО, а после обработки колец методом РЭХО, они подвергаются отжигу во влажном водороде, где и образуется окисная плёнка, необходимая под спекание со стеклом. И, естественно, при подборе необходимой шероховатости на кольце, образующейся после обработки РЭХО, мы исследовали поверхность спая на наличие отлипания или наличие пузырей в спае. Ранее эти исследования проводились на кольцах меньшего диаметра и была установлена определенная шероховатость. Для изготовления колец больших диаметров мы повторили эти исследования и остановились на уже определенной шероховатости.
Иванова Ксения Сергеевна
АО «ЦНИИ «Электрон»
Вопрос:
В ОАО «ЦНИИ «Электрон» было не менее пяти разработок с использованием лейкосапфира в 70-80хх годах. Мало того, существует патент от 1978года: https://yandex.ru/patents/doc/SU614051A1_19780705 Что имелось в виду в докладе » технология изготовления окошечных спаев этих материалов со стеклом или металлом ещё относительна молода и поэтому в литературе почти не освещена»?
Рубцова О.М.
Ответ:
Да, действительно существует патент на соединения лейкосапфира со стеклом и металлом. Но стекло бывает разное. И стекло, которое мы используем в производстве не соединить напрямую с лейкосапфиром так же, как и металл, который мы используем. В АО «Электрон» были разработки. Но первые разработки были с лейкосапфирами маленького диаметра (20-25мм), они не были запущены в производство. Так же была начата разработка соединения лейкосапфира с диаметром больше 30мм., но она осталась в неоконченном варианте и результатов никаких нет. И в том же патенте сказано, что метод соединения маленьких и больших диаметров отличается. Для нас сейчас стоит задача подобрать стёкла, разработать переходные стёкла, что бы мы могла соединить лейкосапфир диаметром 40мм. со стеклом, а также это стекло необходимо соединить с металлом. Для этого необходимо на основании патента, о котором говорилось ранее разработать технологию под наши материалы.
Кольцова Дарья Андреевна
АО «РНИИ «Электронстандарт»
Вопрос:
1) В начале доклада идёт речь об изготовлении новой тары для межоперационного переноса заготовок в стороннюю организацию. Скажите пожалуйста, почему с этой проблемой не столкнулись ранее, ведь в своей организации вы также переносите детали из корпуса в корпус, да и порой кольца годами лежат до спекания.
2) Кто и на основе каких НД разрабатывал программу испытаний входных окон? Была ли программа согласована с ВП МО РФ? Каков объем выборки окон, отобранных на испытания? Каким методом проводились «температурные» испытания ? Какой объем испытаний привел к разрушению металлостеклянного спая?
3) На основе каких исследований сделан вывод о допустимости пузырькового дефекта?
Рубцова О.М.
Ответ:
- С данной проблемой не сталкивались по той простой причине, кольца после обработки РЭХО поступали на водородный отжиг, после чего на проверку в ОТК и сразу на спекание. Все эти операции происходят в одном корпусе на одном этаже. Кольца после водородного отжига никогда не переносятся из корпуса в корпус. Они отправляются на операцию спекание, где хранят в азотном шкафу. И годами кольца у нас не хранятся после РЭХО и отжига.
- Существуют ГОСТы на материалы, в которых сказано какие температуры может выдерживать материал и при каких перепадах. На каждый прибор заложено определенное количество испытаний. При изготовлении деталей для этих приборов, если вносятся какие-то новые испытания, то все они согласовываются с главным конструктором. Исследования на термоциклирование на входные окна производились давно, но количество циклов было не до конца определено. Мы провели испытание 50 циклов с выдержкой входных окон по часу при температуре -60гр. и +50гр. Брали кольца различного диаметра. После этого исследования сделали вывод, что необходимое количество циклов пять для выявления дефектных входных окон. Ещё сделали вывод на основе этих же испытаний, что кольца с меньшим диаметром выдерживают большее количество циклов.
- Мы брали некоторое количество входных окон с дефектом по пузырям различных размеров. Отправляли эти кольца на проверку вакуумной плотности, на термоциклирование. После исследований со специалистами изучали входные окна под микроскопом. И уже за тем согласовывали с заказчиком. На каждое входное окно есть свой допуск по наличию пузырей и их размерам. И когда мы запускаем в работу детали большего размера, который не оговаривается в контрольных картах, мы, естественно сначала проверяем возможность расширения допуска, т.к. и размер больше.
Устюжанина Надежда Анатольевна
АО «НЭВЗ-Керамикс»
Вопрос:
Отвечая на ответы к вопросам, хотелось бы отметить:
- Оксидная плёнка необходима для формирования спая, ее толщина не может привести к повышенному газообразованию (пузырям) к газообразованию приводит не качественно обезгаженный металл, а толщина плёнки влияет только на адгезию, сам водородный обжиг не является обезгаживающим, он только формирует оксидную пленку, все эти технологии описаны у Любимова и Шейхместера
- Оценка площади спаянной поверхности и оценка механической прочности это два разных критерия оценки спая 3. Из ответов и доклада не понятна и не отражена в полном объёме набранная статистика по отработке режимов
- Механизм образования окисной пленки на поверхности, это связка металла с кислородом во влажной среде, Алана из атмосферы не может влиять на качество сформированной плёнки, из опыта могу сказать что пролеживаемость деталей, до спекания, на атмосфере не влияет на качество спая, причина газообразования в другом. Что касается ответов на заданные мной вопросы- ответы не соответствуют заданным вопросам, во втором вопросе речь шла не о шероховатости поверхности, а об обработке которая вносит излишние загрязнения в метал в промежутке между обжигом, при качественной окисной пленке и хорошо обезгаженном металле шероховатость поверхности вполне допустима и после механической обработки
Рубцова О.М.
Ответ:
- Не соглашусь. Окисная плёнка может привести к образованию пузырей. Если ее толщина больше, то появляются пузыри, если толщина меньше необходимой, то будет отлипания. Окисная плёнка, как один из факторов влияющий на появление пузырей в спае. Причин появления пузырей множество и мы эти причины при изготовлении входных окон, естественно, учитывали. А по поводу отжига могу сказать следующее. Любой отжиг обезгаживающий для металла. Сначала мы делаем вакуумный отдых, подготавливаем металл к обработке методом РЭХО, это отжиг немного «размягчает» металл, что позволяет сделать шероховатую поверхность на металле, в процессе этого отжига в металле происходит изменение кристаллической решетки и одновременно этот отжиг служит очищающим и обезгаживающим. После обработки кольца методом РЭХО, они подвергаются отжигу во влажном водороде, опять здесь происходит очищение, обезгаживание и образование той самой окисной пленки, необходимой под спай.
- Мы рассматривали как прощать спай, так и его механическую прочность.
- Всю статистику не было возможности предоставить из-за сжатых критериев доклада.
Ещё раз повторюсь. После обработки колец методом РЭХО мы подвергаем эти кольца отжигу во влажном водороде, где происходит очищение и обезгаживание. И влага, которая поглащается металлом из окружающей среды влияет на образование пузырей в спае.